Punched Bent Sheet Metal Frc

Frc 95 The Grasshoppers 2019 Build Thread Robot Showcase Chief Delphi
Pic New To Cading For Frc Critique Would This Work Cd Media Photos Chief Delphi

Spectrum 3847 Blog January 2019

Using Wood In Frc General Forum Chief Delphi

Bobcat Frc 150 Forst Mulcher In Marthalen Switzerland

Driver Station Designs General Forum Chief Delphi

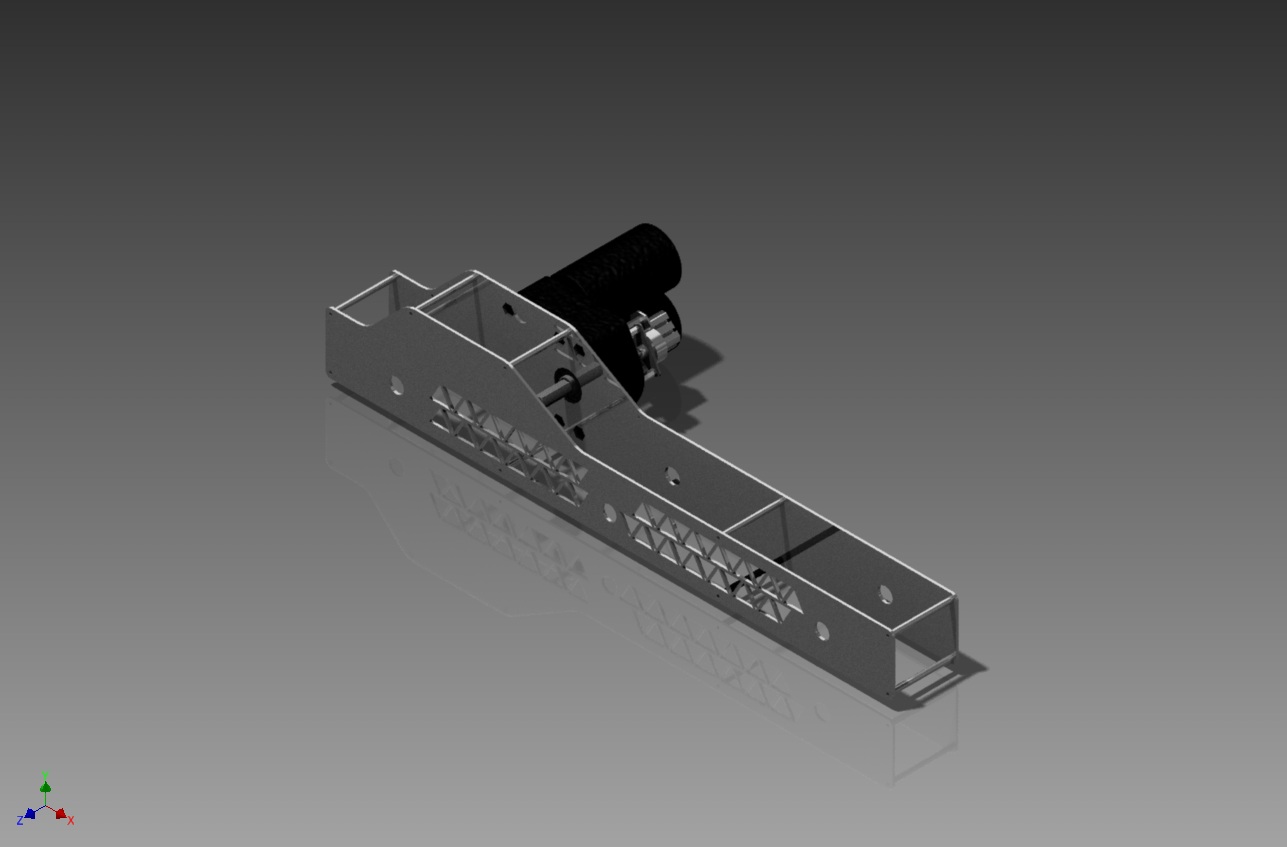
Using rotational dies the punch secures the perforated sheet as it initiates bending just as with tread plate.
Punched bent sheet metal frc. With a 25 000 square foot shop located in montebello ca troy sheet metal works services the industrial market nationwide. Instead the sheet metal punch can be saved for making holes where the excess material needs to be bent into a specific shape. Material bend radii and minimum bend size charts please note. The punch tip radius usually has little influence.
Perforated metal wall cladding fabricated perforated metal cylinder perforated metal cone strainer perforated metal airport screen marco can meet your perforated metal product needs as one of the top perforated steel sheet suppliers in the united states marco specialty steel can serve the needs of companies in a wide range of industries. Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend. In principle does not seem that this operation is complicated and difficult. Does this mean that one size punch tip radius will work well with every application.
Bottoming is also known as bottom pressing or bottom striking. The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. Metal of extremely high tensile strength may move regardless but in most situations as long as the clamping pressure is adequate to overcome the resistance your bend will be accurate wold said. The metal in the areas where holes and slots are punched gets stretched and become more tensile which gives more structural rigidity to the sheet metal.
Sheet metal should be bent at the minimum bend radius possible. Troy products is a subsidiary of troy sheet metal works inc. The metal forms to a natural radius based on the size of the die v opening. Troy products focuses on products geared toward public safety vehicles and similar apparatus.
When we air bend sheet metal the size of the die v opening determines the inside radius of the bend. The bending of sheet metal with a punch and an array mounted at a folder is quite natural and normal. Minimum punch radius 63 of the material thickness. As the name bottom pressing suggests the punch presses the metal sheet onto the surface of the die so the die s angle determines the final angle of the workpiece.
With bottoming the inner radius of the angled sheet depends on the die s radius. Item 168753 model 11786.
Https Www Chiefdelphi Com Uploads Default Original 3x 4 F 4fafb5abc540434ccd323898a54564ad9e907dfa Pdf

Machined Sheet Metals Angle Misumi Misumi Misumi

What Types Of Metal Do You Use For Your Robot In General Technical Discussion Chief Delphi

Face Shield Production At Maker Works Maker Works
Http Smithtownrobotics Com Wp Content Uploads 2018 10 2018 Engineering Notebook Pdf
Http Www Explodingbacon Com Wp Content Uploads 2013 03 Ownersmanualrev3b 8pg Pdf

Happens July 19th To Honor The 45th Anniversary Of One Of The Greatest Engineering Feats Of All Time The West High School How To Memorize Things Space Lessons

Gustavo J Parra Montesinos S Research Works University Of Wisconsin Madison Wisconsin Uw And Other Places
Pic Team 100 S Robot Just The Hardware Cd Media Photos Chief Delphi

Pdf Fibre Reinforced Concrete For Industrial Construction A Fracture Mechanics Approach To Material Testing And Structural Analysis Semantic Scholar

Fiber Reinforced Scc Springerlink

Radim Cajka Dean Of Faculty Prof Ms Phd Vsb Technical University Of Ostrava Ostrava Faculty Of Civil Engineering

Pdf Optimal Design Of Sandwich Core For Wind Turbine Blade Buckling Resistance
Https Www Sae Org Gsdownload Prodcd 2017 01 0474

E Denarie S Research Works Ecole Polytechnique Federale De Lausanne Lausanne Epfl And Other Places

Zhenyu Huang Professor Associate Ph D M Eng B Eng Shenzhen University Department Of Civil Engineering

Foot Kit Lfkb Mayer Electric

Drill Holes Using A Template 10 Steps Instructables

Large Volume High Performance Applications Of Fibers In Civil Engineering Li 2002 Journal Of Applied Polymer Science Wiley Online Library
Http Www Littlerock Af Mil Portals 25 Documents Combat 20airlifter 031618complete Pdf Ver 2018 03 16 125119 980

Pdf Performance Comparison Of Resin Infused Thermoplastic And Thermoset 3d Fabric Composites Under Impact Loading
Http Dublinohiousa Gov Dev Dev Wp Content Uploads 2017 10 Emerald Fields Expansion Plan Set Pdf

2011 Fiat Ducato Xarios 600mt Frc 10 2020 In Trier Germany

Fbd2400kb In Black By Frigidaire In Coos Bay Or 24 Built In Dishwasher

Pdf Structural Uhpfrc Welcome To The Post Concrete Era

Bond Behavior Between Basalt Fibres Reinforced Polymer Sheets And Steel Fibres Reinforced Concrete Sciencedirect

Used Thermo King Slx 200 For Sale Chereau Equipment More Machinio
Impact Force Time Graphs For 4 Mm Specimens Impacted At Energy Of A Download Scientific Diagram

Load Center Homeline 1 Phase 30 Spaces 60 Circuits 225a Convertible Main Lugs Pon Nema1 Combo Cover Mayer Electric

Stijn Matthys S Research Works Ghent University Gent Ughent And Other Places

The Complete Guide To Sheet Metal Design

High Bays Low Bays Chb2 40mh Fa Edu Mayer Electric
Https Link Springer Com Content Pdf 10 1007 2f978 3 030 31646 4 11 Pdf
Http Linpub Blob Core Windows Net Pdf 1 95604d47 2bf1 4e3d 8a85 Eeb3e5fc033c Pdf
Https Www Firstinspires Org Sites Default Files Uploads Resource Library Frc Events Off Season 2016 2016 Field Manual V2 Pdf

4in Sq Bx Stl 30 3cu 5 3 4e Ko Arm Mayer Electric

Grc Jali Manufacturer Suppliers In Amaravati Guntur Vijayawada Andhra Pradesh Manufacturing Outdoor Blanket Outdoor

Stronghold Cable Tie 5 51l 140mm Intermediate Nylon Weather Resistant Black Package 100 Mayer Electric
Booksubjectminesandmineralr High Resolution Stock Photography And Images Alamy

Low Profile Enclosed And Gasketed Industrial Led 48 Long Four Lamps 120v 277v 5000k Sku 260je4 Mayer Electric

Industrial Connectivity Mayer Electric
Pdf Fibre Reinforced Cement Composites
Http Www Greatplainsfire Com Wp Content Uploads 2018 11 2018 19 Catalog Use This One Pdf

